|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|||
The Die Casting Machine, Taming the Hydraulic Monster (Some practical tips that have proven to improve your hydraulic up-time) A friend of mine often described the die casting machine as a Hydraulic Monster. Indeed, when one considers the duty cycle and volumes of fluid that circulate through the system on a minute by minute basis, it can be truly mind boggling. Studies and experience have shown that the two greatest causes of failure in a hydraulic system are dirt and excess heat. A study conducted by Massachusetts Institute of Technology (M.I.T.) found that 70% of hydraulic system failures were due to Surface Degradation. 28% of that was the result of corrosion and 72% was from Mechanical wear from Abrasion, fatigue and adhesion. Both can be minimized by proper filtration and controlling the operating temperature by the use of heat exchangers. Consider for example a typical 900 ton (8,006 Kilonewtons) cold chamber machine operating at 1,000 PSI (68.9 Bar) and cycling at 80 shots per hour. · The pump system would consist of from 1 to 2 double pumps, that is each pump unit would consist of an inner and outer pump totaling 2 to 4 individual pumps. These pumps are generally Fixed or constant volume pumps, that is, they continuously pump the same volume of fluid. o The total output from all pumps would be 104 to 118 GPM (Gallons per minute) (393 to 446 L/M (liters per minute) · Most high volume die casting plants operate 20 to 24 hours per day 5 and 6 days per week. The following table illustrates the massive volume of fluid that is circulated in a typical month.
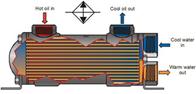
· The volume of fluid is equivalent to a 27,000 square foot (2,504 square meters) building with 14 foot (4.2 meter) ceiling completely full of fluid. · Fire safety regulations in North America require that we use flame resistant hydraulic fluids when operating near furnaces. The most common fluids used are water glycol. While water glycols are fairly effective from the perspective of safety, they do not have the lubrication qualities of standard petroleum hydraulic fluids. For this reason it is even more important to maintain the cleanliness and avoid excess temperatures. Also because water is a significant percentage of the fluid, they require scheduled monitoring to maintain the proper viscosity. o As water evaporates from the fluid, it will become thicker and more difficult to pump. Valves will tend to stick and solenoids have to work harder to shift the valves. Since evaporation occurs more rapidly when the fluid temperature is excessive, it is important to maintain the hydraulic heat exchanger(s) to properly regulate the temperatures. o If for some reason the fluid becomes diluted with water due to a leaky heat exchanger the fluid will become too thin and loose most of its lubricating qualities. § For the above reasons it is important to check the viscosity on at least a monthly basis. · If too thick you will need to add distilled water. The amount will need to be calculated. Your fluid supplier can usually assist in this calculation. You will need to know the capacity of the reservoir when making this calculation. · If the fluid becomes diluted it may be necessary to replace the fluid after you identify the source of the leak. The most likely sources of the excess water is the cooling tower and it is likely that the water contains chemicals that would be destructive in the hydraulic system. Your fluid supplier can assist in the analysis and make recommendations. · Fluid temperature control: o Most die casting machines use water cooled heat exchangers. They fall in to two general designs.
(Tube type Heat Exchanger/Oil Cooler, used by most North American and Japanese machine builders)
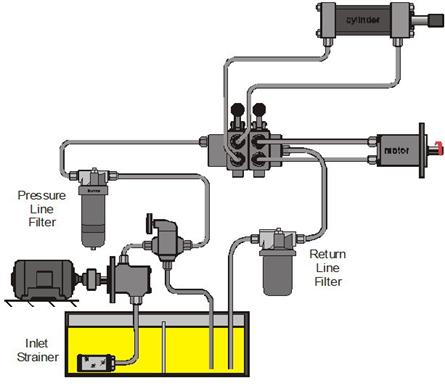
(Plate & Frame Heat Exchanger, popular with European machine builders) · Filtration: o The cleaner the fluid, the longer the component life. o Filters are rated in microns. 1 millimeter = 1,000 microns. For reference a grain of salt is 100 microns. o Pick up screens or strainers are rated by their mesh per linear inch. o There are 3 popular types of filtration. § Inlet Strainer/Pick up screen: This is a coarse filter that prevents large objects from being sucked in to the pump. Typical screen sizes are 100 mesh. This is equivalent to about 150 microns. § In-line full pressure filter: This filter is usually placed close to the pump discharge. There needs to be one for each pump. For systems with servo or proportional valves, these need to be rated at 3 to 5 microns. § Return line filter. This filter cleans the fluid as it is returned to the reservoir. These can also be rated at 3 to 5 microns.
o Also it is necessary keep the reservoir sealed and use a 3 micron breather. The breather is typically installed on the filler port. A breather filters the air that goes to the reservoir. This is because dust particles can accumulate over time in the fluid and will ultimately lead to failure.
(Filter breather) o Be sure your supplier delivers your fluid at least as clean as you intend to maintain it. We once discovered that even though our goal was 25 microns in the machine our filters quickly plugged up. What we found was that the fluid we were receiving was only filtered to 50 microns. We had to filter the fluid as it was being installed in order to keep from contaminating our systems. By request, our supplier was able to deliver fluid filtered to almost any level that we required. You should be using a final filter system similar to the example below when filling your reservoir.
(Portable Fluid Filter and Transfer Pump)
For additional information and sources for industrial hydraulic pumps, directional valves, Pressure controls, filtration, etc. contact the following global sources. Eaton Vickers Industrial Hydraulics web site. Rexroth/Bosch Industrial Hydraulic Products web site. Parker North American Industrial Products web site. Hydraulics & Pneumatics Magazine has some self guided education. International sites and other language sites are available.
Other technical articles on die casting by Bob McClintic E-mail Bob at: RMcClintic@DrDieCast.com Copyright Bob McClintic and Associates: 2000, 2009 Revised: |
Home • Consulting • Samples and Stories • Clients • Dr.Diecast • Technical Articles • NADCA Scholarship
This site runs best with ActiveX enabled on computers running Microsoft Internet Explorer.
Site Designed by Jonathan McClintic
Webmaster@drdiecast.com
All Content © 2009 McClintic and Associates