Close Tolerance Magnesium Castings
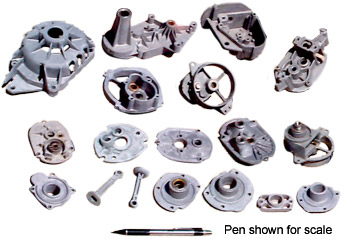
The castings above were produced for a major power tool company.
· Castings were all produced "net shape", that is, they did not require any machining.
· Typical "as cast" tolerances were:
o True position of bearing pockets, 0.0015 inch (0.0375 mm)
o Cored hole diameters, +/- 0.0005 inch (0.0127 mm)
o Perpendicularity, +/- 0.0005 inch (0.0127 mm)
· By casting net shape and eliminating the machining operations, it was possible to significantly reduce cost. For example one of the simpler castings was converted from a competing process and cost was reduced by $1.00. Its mating part was previously heavily machined. It was reduced by $2.00 resulting in a $300,000 annual savings for the pair.
· Responsibility and involvement:
· Full time employee, Senior Project Engineer
o Identified cost reduction opportunities by converting existing components to magnesium
o Managed tooling design and construction
o Managed tool maintenance
o Managed facility renovation to improve the work environment and increase employee morale
o Evaluated and selected suppliers for die cast dies, trim dies, fixtures, machine repair components, furnaces and other processing equipment.
o Instituted material flow and processes to reduce manual labor and associated errors. This contributed to reducing headcount by 40%.
o Created work and inspection instructions that allowed operators to assume responsibility for quality. Eliminated floor inspectors from all shifts. Quality improved from 65 to 99% good parts in 6 months.
o Created die casting machine rebuild specifications and managed rebuilds.
o Created new furnace control system and seal system that significantly reduced melt and dross loss.
o Developed proprietary hot chamber magnesium gooseneck and other shot end components.
o Managed new tooling sampling and approval process.
o Identified opportunities to reduce error by standardizing and clarifying specifications on part drawings. This had a worldwide benefit.
o Trained existing skilled trades in hydraulics, electrical and electronics. This improved machine up time from 75 to 95%.
o Cut employee absenteeism by 55%.
o Actual productivity increased by 2.4 times in 24 months.
The type of improvements listed above may be possible in your operation. Contact us for an on-site evaluation.
Just a few of my clients.



Contact Today! »